PRESTRESSED CONCRETE: ALL YOU NEED TO KNOW ABOUT: COMPILED BY ER VAIBHAV BANSAL
A prestressed concrete member is the one in which internal stresses are introduced in a planned manner so that the stress resulting from the superimposed loads are counteracted to a desired level. Prestressed concrete is a form of concrete used in construction. It is substantially “pre-stressed” during production, in a manner that strengthens it against tensile forces which will exist when in service.
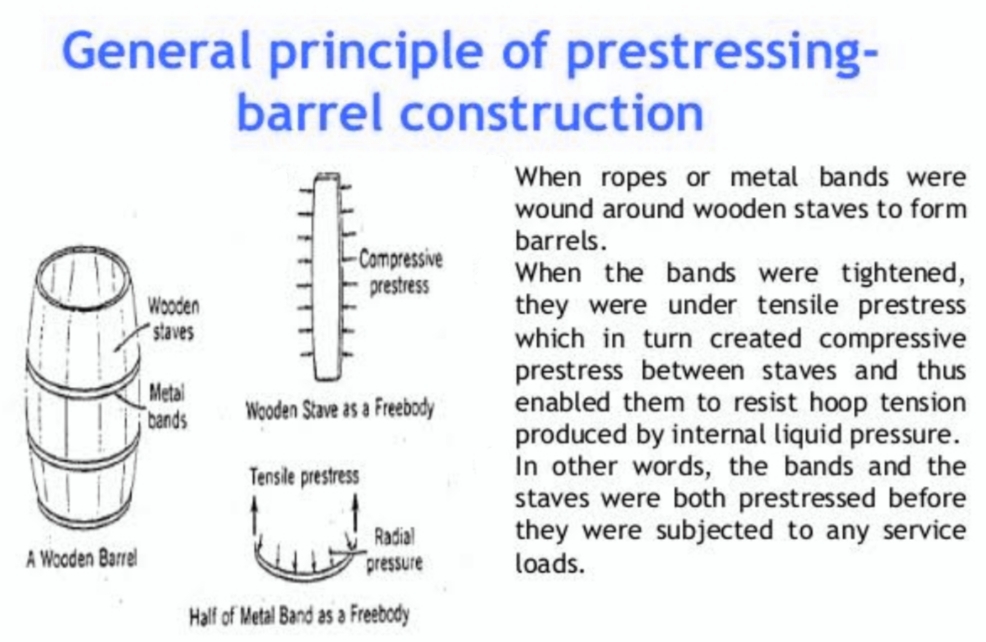
This compression is produced by the tensioning of high-strength “tendons” located within or adjacent to the concrete and is done to improve the performance of the concrete in service. Tendons may consist of single wires, multi-wire strands, or threaded bars that are most commonly made from high-tensile steels, carbon fiber, or aramid fiber. The essence of prestressed concrete is that once the initial compression has been applied, the resulting material has the characteristics of high-strength concrete when subject to any subsequent compression forces and of ductile high-strength steel when subject to tension forces. This can result in improved structural capacity and/or serviceability compared with conventionally reinforced concrete in many situations In a prestressed concrete member, the internal stresses are introduced in a planned manner so that the stresses resulting from the superimposed loads are counteracted to the desired degree. We can understand the general principle of pre-stressing from the example of barrel construction.
Pre-stressed concrete is used in a wide range of building and civil structures where its improved performance can allow for longer spans, reduced structural thicknesses, and material savings compared with simple reinforced concrete. Typical applications include high-rise buildings, residential slabs, foundation systems, bridge and dam structures, silos and tanks, industrial pavements, and nuclear containment structures. In 1886 Jackson of San Francisco applied for a patent for the construction of artificial stone and concrete pavements, in which pre-stress was introduced by tensioning the reinforcing rods set-in sleeves. Pre-stressed concrete has developed beyond pre-tensioning to include post-tensioning, which occurs after the concrete is cast. Tensioning systems may be classed as either mono strand, where each tendon’s strand or wire is stressed individually, or multi-strand, where all strands or wires in a tendon are stressed simultaneously. Tendons may be located either within the concrete volume (internal prestressing) or wholly outside of it (external prestressing).
BASIC ASSUMPTIONS:
-
Concrete is a homogeneous elastic material.
-
Within the range of working stresses, both concrete and steel behaves elastically, notwithstanding the small amount of creep which occurs on both the materials under sustained loading.
-
A plane section before bending is assumed to remain even after bending, which implies linear strain distribution across the depth of the member.
METHODS OF PRESTRESSING
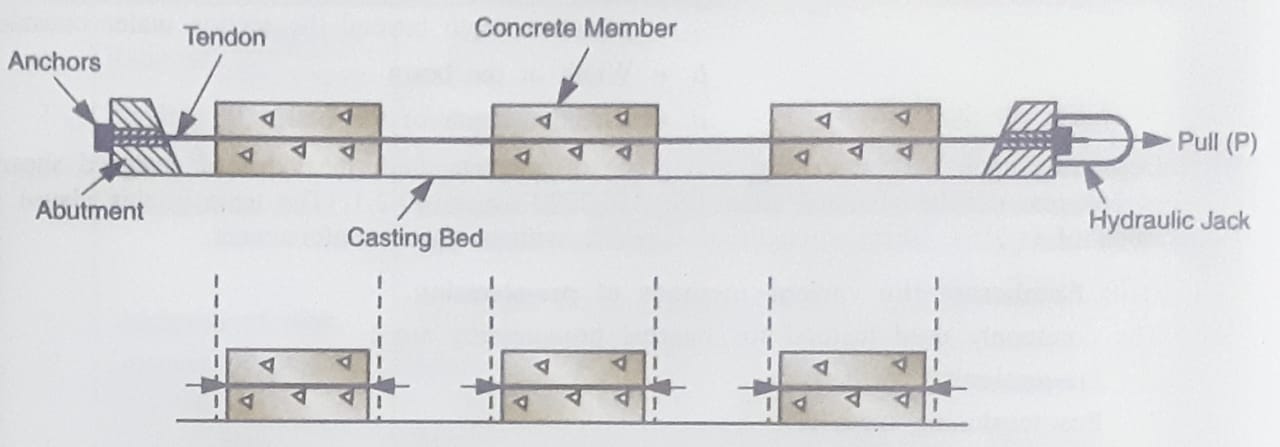
PRE-TENSIONING METHOD
In the pre-tensioning method, the tendons are pre-stressed before the concrete is placed. Pre-tensioned concrete is a variant of prestressed concrete where the tendons are tensioned prior to the concrete being cast. The concrete bonds to the tendons as it cures, following which the end-anchoring of the tendons is released, and the tendon tension forces are transferred to the concrete as compression by static friction. Pre-tensioning is a common prefabrication technique, where the resulting concrete element is manufactured remotely from the final structure location and transported to the site once cured. It requires strong, stable end-anchorage points between which the tendons are stretched. These anchorages form the ends of a “casting bed” which may be many times the length of the concrete element being fabricated. This allows multiple elements to be constructed end-to-end in the one pre-tensioning operation, allowing significant productivity benefits and economies of scale to be realized. The amount of bond (or adhesion) achievable between the freshly set concrete and the surface of the tendons is critical to the pre-tensioning process, as it determines when the tendon anchorages can be safely released.
Higher bond strength in early-age concrete will speed production and allow more economical fabrication. To promote this, pre-tensioned tendons are usually composed of isolated single wires or strands, which provides a greater surface area for bonding than bundled-strand tendons. Unlike those of post-tensioned concrete, the tendons of pre-tensioned concrete elements generally form straight lines between end anchorages. Where “profiled” or “harped” tendons are required, one or more intermediate deviators are located between the ends of the tendon to hold the tendon to the desired non-linear alignment during tensioning. Such deviators usually act against substantial forces, and hence require a robust casting-bed foundation system.
Straight tendons are typically used in “linear” precast elements, such as shallow beams, hollow-core planks, and slabs; whereas profiled tendons are more commonly found in deeper precast bridge beams and girders. Pre-tensioned concrete is most commonly used for the fabrication of structural beams, floor slabs, hollow-core planks, balconies, lintels, driven piles, water tanks, and concrete pipes.
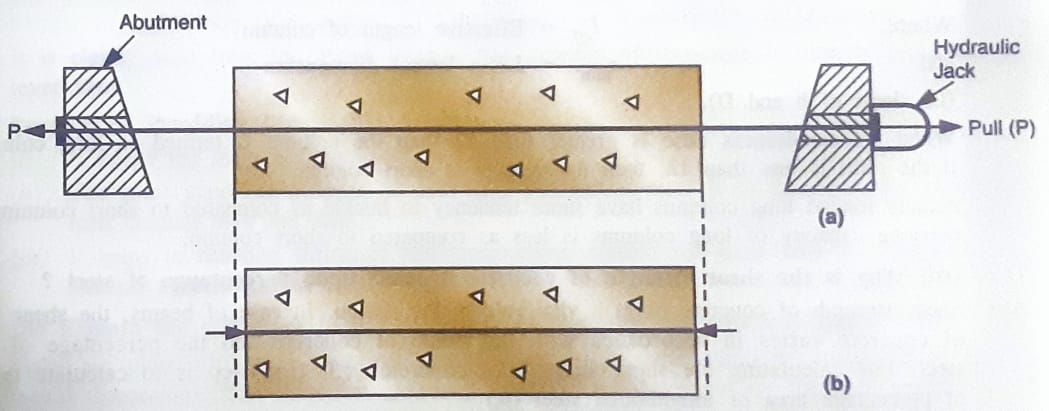
POST-TENSIONING METHOD
Post-tensioned concrete is a variant of prestressed concrete where the tendons are tensioned after the surrounding concrete structure has been cast.
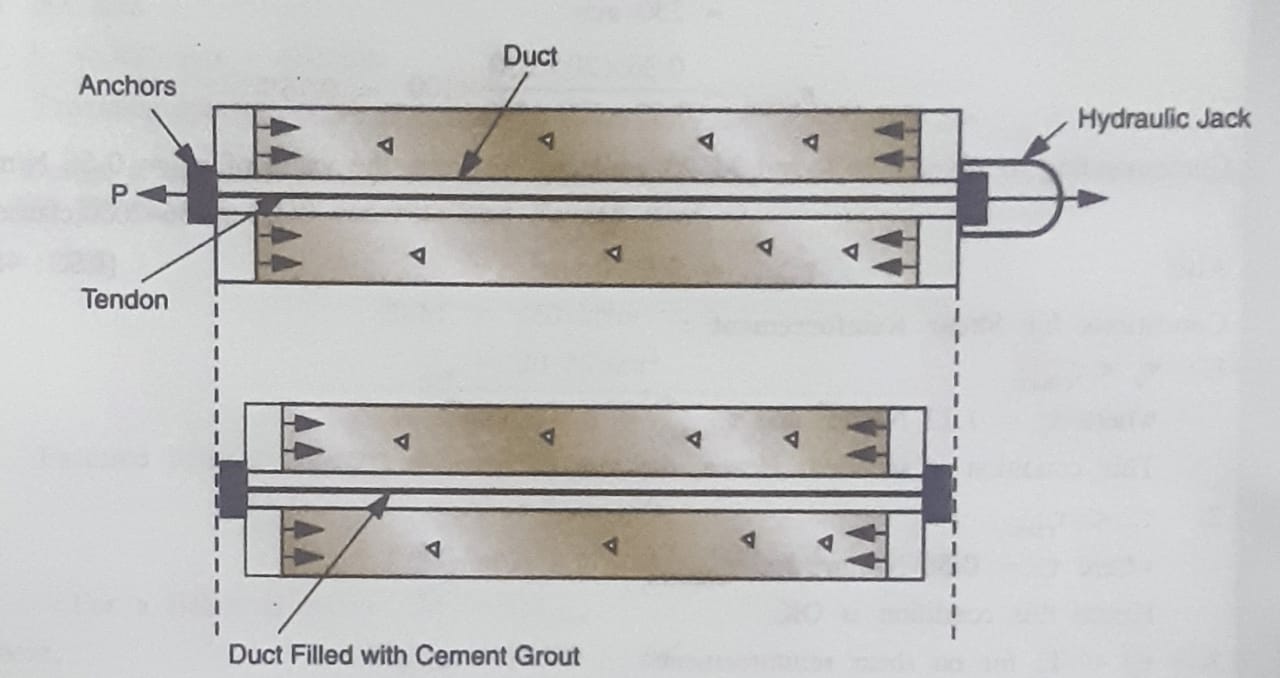
The tendons are not placed in direct contact with the concrete but are encapsulated within a protective sleeve or duct which is either cast into the concrete structure or placed adjacent to it. At each end of a tendon is an anchorage assembly firmly fixed to the surrounding concrete. Once the concrete has been cast and set, the tendons are tensioned (stressed) by pulling the tendon ends through the anchorages while pressing against the concrete. The large forces required to tension the tendons result in a significant permanent compression being applied to the concrete once the tendon is “locked-off” at the anchorage.
The method of locking the tendon-ends to the anchorage is dependent upon the tendon composition, with the most common systems being “button-head” anchoring (for wire tendons), split-wedge anchoring (for strand tendons), and threaded anchoring (for bar tendons). Tendon encapsulation systems are constructed from plastic or galvanized steel materials and are classified into two main types: those where the tendon element is subsequently bonded to the surrounding concrete by internal grouting of the duct after stressing (bonded post-tensioning); and those where the tendon element is permanently debonded from the surrounding concrete, usually by means of a greased sheath over the tendon strands (unbonded post-tensioning). Casting the tendon ducts/sleeves into the concrete before any tensioning occurs allows them to be readily “profiled” to any desired shape including incorporating vertical and/or horizontal curvature. When the tendons are tensioned, this profiling results in reaction forces being imparted onto the hardened concrete, and these can be beneficially used to counter any loadings subsequently applied to the structure.
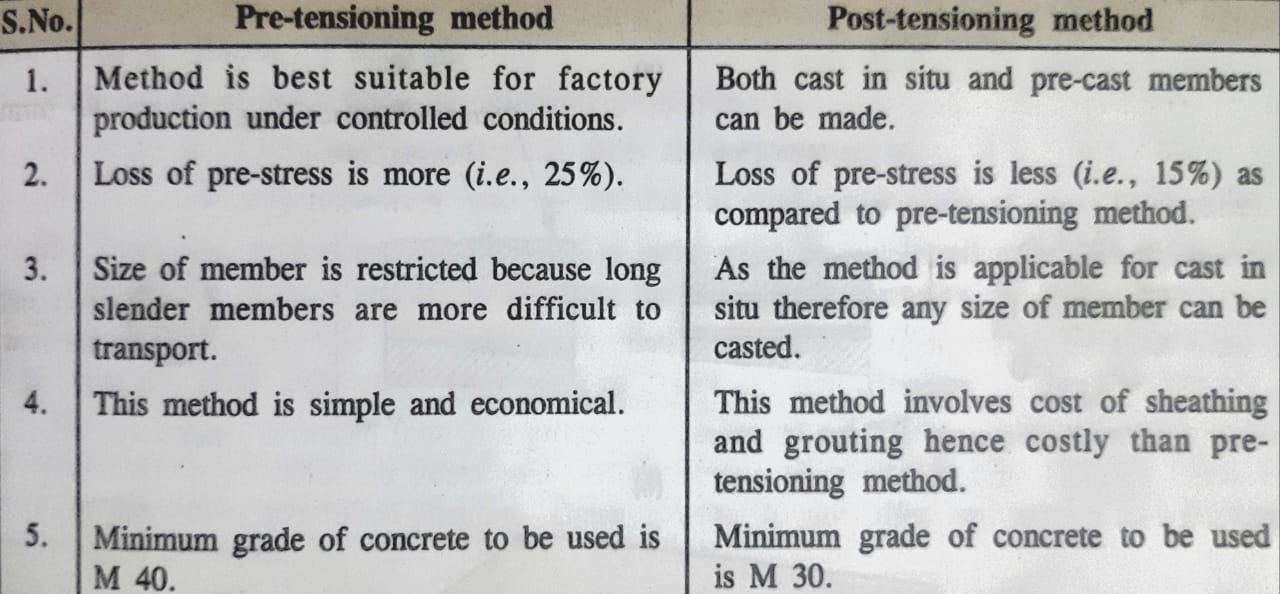
DIFFERENCE BETWEEN PRE-TENSIONING AND POST- TENSIONING.
APPLICATIONS:
Prestressed concrete is a highly versatile construction material as a result of it being an almost ideal combination of its two main constituents: high-strength steel, pre-stretched to allow its full strength to be easily realized; and modern concrete, pre-compressed to minimize cracking under tensile forces. Its wide range of application is reflected in its incorporation into the major design codes covering most areas of structural and civil engineering, including buildings, bridges, dams, foundations, pavements, piles, stadiums, silos, and tanks.
Building structures
Building structures are typically required to satisfy a broad range of structural, aesthetic, and economic requirements. Significant among these include a minimum number of (intrusive) supporting walls or columns; low structural thickness (depth), allowing space for services, or for additional floors in high-rise construction; fast construction cycles, especially for multi-story buildings; and a low cost-per-unit-area, to maximize the building owner’s return on investment.
The prestressing of concrete allows “load-balancing” forces to be introduced into the structure to counter in-service loadings. This provides many benefits to building structures:
Longer spans for the same structural depth
Load balancing results in lower in-service deflections, which allows spans to be increased (and the number of supports reduced) without adding to the structural depth.
Reduced structural thickness
For a given span, lower in-service deflections allow thinner structural sections to be used, in turn resulting in lower floor-to-floor heights, or more room for building services.
Faster stripping time
Typically, prestressed concrete building elements are fully stressed and self-supporting within five days. At this point they can have their formwork stripped and re-deployed to the next section of the building, accelerating construction “cycle-times”.
Reduced material costs
The combination of reduced structural thickness, reduced conventional reinforcement quantities, and fast construction often results in prestressed concrete showing significant cost benefits in building structures compared to alternative structural materials.
Some notable building structures constructed from prestressed concrete include Sydney Opera House, and World Tower, Sydney, St George Wharf Tower, London, CN Tower, Toronto, Kai Tak Cruise Terminal and International Commerce Centre, Hong Kong Ocean Heights 2, Dubai; Eureka Tower, Melbourne, Torre Espacio, Madrid, Guoco Tower (Tanjong Pagar Centre), Singapore; Zagreb International Airport, Croatia; and Capital Gate & Abu Dhabi. UAE.
CIVIL ENGINEERING PROJECTS AND STRUCTURES:
BRIDGES
Concrete is the most popular structural material for bridges, and prestressed concrete is frequently adopted. When investigated in the 1940s for use on heavy-duty bridges, the advantages of this type of bridge over more traditional designs was that it is quicker to install, more economical, and longer-lasting with the bridge being less lively. One of the first bridges built in this way is the Adam Viaduct, a railway bridge constructed in 1946 in the UK. By the 1960s, prestressed concrete largely superseded reinforced concrete bridges in the UK, with box girders being the dominant form.
In short-span bridges of around 10 to 40 meters (30 to 130 ft), prestressing is commonly employed in the form of precast pre-tensioned girders or planks. Medium-length structures of around 40 to 200 meters (150 to 650 ft), typically use precast-segmental, in-situ balanced-cantilever, and incrementally-launched designs. For the longest bridges, prestressed concrete deck structures often form an integral part of cable-stayed designs.
DAMS
Concrete dams have used prestressing to counter uplift and increase their overall stability since the mid-1930s Prestressing is also frequently retro-fitted as part of dam remediation works, such as for structural strengthening, or when raising crest or spillway heights. Most commonly, dam prestressing takes the form of post-tensioned anchors drilled into the dam’s concrete structure and/or the underlying rock strata. Such anchors typically comprise tendons of high-tensile bundled steel strands or individual threaded bars. Tendons are grouted to the concrete or rock at their far (internal) end and have a significant “de-bonded” free-length at their external end which allows the tendon to stretch during tensioning. Tendons may be full-length bonded to the surrounding concrete or rock once tensioned, or (more commonly) have strands permanently encapsulated in corrosion-inhibiting grease over the free-length to permit long-term load monitoring and re-stress ability.
SILOS AND TANKS
Circular storage structures such as silos and tanks can use prestressing forces to directly resist the outward pressures generated by stored liquids or bulk solids. Horizontally curved tendons are installed within the concrete wall to form a series of hoops, spaced vertically up the structure. When tensioned, these tendons exert both axial (compressive) and radial (inward) forces onto the structure, which can directly oppose the subsequent storage loadings. If the magnitude of the prestress is designed to always exceed the tensile stresses produced by the loadings, a permanent residual compression will exist in the wall concrete, assisting in maintaining a watertight crack-free structure.
Hardstands and pavements
Heavily loaded concrete ground slabs and pavements can be sensitive to cracking and subsequent traffic-driven deterioration. As a result, prestressed concrete is regularly used in such structures as its pre-compression provides the concrete with the ability to resist the crack-inducing tensile stresses generated by in-service loading. This crack-resistance also allows individual slab sections to be constructed in larger pores than for conventionally reinforced concrete, resulting in wider joint spacings, reduced jointing costs and less long-term joint maintenance issues Initial works have also been successfully conducted on the use of precast prestressed concrete for road pavements, where the speed and quality of the construction has been noted as being beneficial for this technique
Some notable civil structures constructed using prestressed concrete include Gateway Bridge, Brisbane Australia, Incheon Bridge, South Korea Roseires Dam, Sudan Wanapum Dam, Washington, USLNG tanks, South Hook, Wales; Cement silos, Brevik Norway; Autobahn A73 bridge, Itz Valley, Germany; Ostankino Tower, Moscow, Russia; CN Tower, Toronto, Canada.
ADVANTAGES OF PRESTRESSED CONCRETE :
-
Prestressed concrete sections are thinner and lighter than RCC sections since high-strength concrete and steel are used prestressed concrete. In prestressed concrete, the whole concrete area is effective in resisting loads, unlike RCC where concrete below the neutral axis is neglected.
-
It Reduces the occurrence of cracks.
-
It has Freezing & thawing durability is higher than non-prestressed concrete.
-
Its Section remains uncracked under service loads.
-
Its Reduction of steel corrosion.
-
It helps in increasing durability.
-
The full section is utilized in prestressed concreting.
-
It has a higher moment of inertia (higher stiffness).
-
Prestressed concrete members are free from cracks and the resistance to the effect of impact, shock, and stresses are higher than RCC structures.
-
The longevity of the prestressed structure is greater than the RCC structure because the reinforcement stays unaffected from outer agencies.
SYSTEMS OF PRESTRESSING
FREYSSINET SYSTEM OF POST TENSIONING:
The Freyssinet system of post-tensioning anchorages was developed in 1939. … The main advantage of the Freyssinet system is that a large number of wires or strands can be simultaneously tensioned using the double-acting hydraulic jack. The Freyssinet system was introduced by the French Engineer Freyssinet and it was the first method to be introduced.
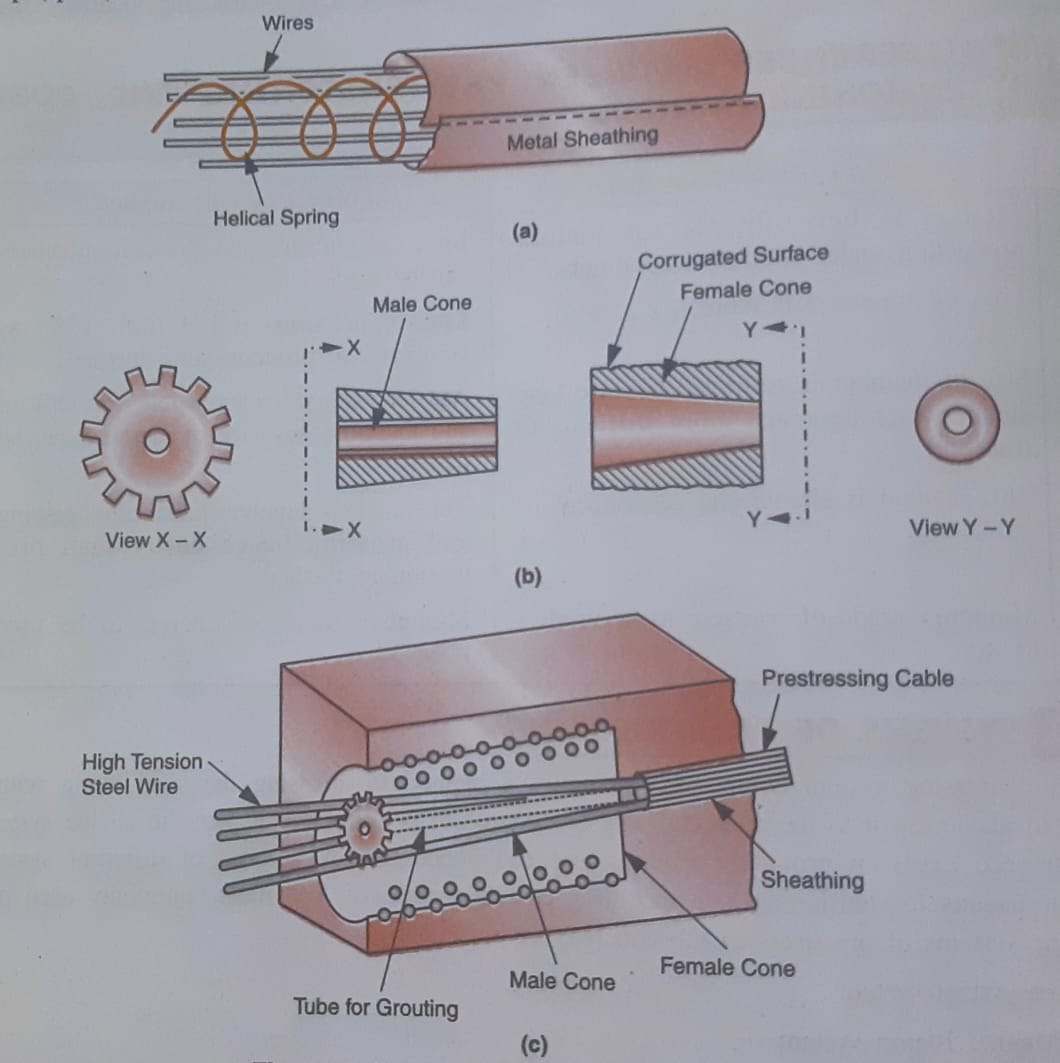
High strength steel wires of 5mm or 7mm diameter, number 8 or 12 or 16 or 24 are grouped into a cable with a helical spring inside. Spring keeps proper spacing for the wire. The cable is inserted into the duct. Anchorage device consists of a concrete cylinder with a concentric conical hole and corrugations on its surface, and a conical plug carrying grooves on its surface. Steel wires are carried along these grooves at the ends. The concrete cylinder is heavily reinforced.
Members are fabricated with the cylinder placed in position. Wires are pulled by Freyssinet double-acting jacks which can pull through suitable grooves all the wires in the cable at a time.
One end of the wires is anchored and the other end is pulled till the wires are stretched to the required length. An inner piston in the jack then pushes the plug into the cylinder to grip the wires.
In the Freyssinet system several wires are stretched at a time.
MAGNEL BLATON SYSTEM
In Magnel Blaton system, two wires are stretched at a time. This method was introduced by a famous engineer, Prof. Magnel of Belgium. In this system, the anchorage device consists of a sandwich plate having grooves to hold the wires and wedges which are also grooved. Each plate carries eight wires. Between the two ends, the spacing of the wires is maintained by spacers. Wires of 5mm or 7mm are adopted. Cables consist of wires in multiples of 8 wires.
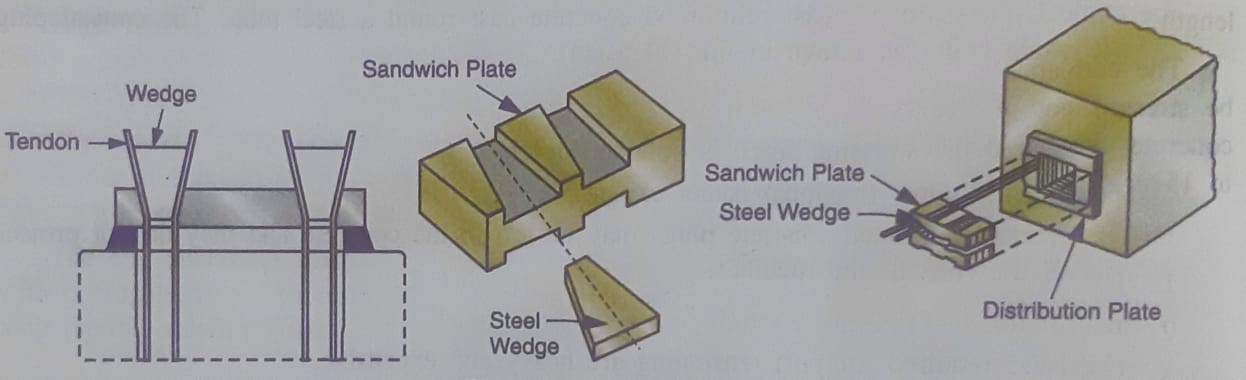
Cables with as many as 64 wires are also used under special conditions.
A specially devised jack pulls two wires at a time and anchors them. The wires with the sandwich plate using a tapered wedge.
GIFFORD UDALL SYSTEM
This system originated in Great Britain, is widely used in India. This is a single-wire system. Each wire is stressed independently using a double-acting jack. Any number of wires can be grouped together to form a cable in this system. There are two types of anchorage devices in this system.
-
a) Tube anchorages
-
b) Plate anchorages
Tube anchorage consists of a bearing plate, anchor wedges, and anchor grips. The anchor plate may be square or circular and have 8 or 12 tapered holes to accommodate the individual prestressing wires. These wires are locked into the tapered holes by means of anchor wedges. In addition, a grout entry hole is also provided in the bearing plate for grouting. Anchor wedges are split cone wedges carrying serrations on their flat surface. There is a tube unit which is a fabricated steel component incorporating a thrust plate, a steel tube with a surrounding helix. This unit is attached to the end shutters and forms an efficient cast-in component of the anchorage.
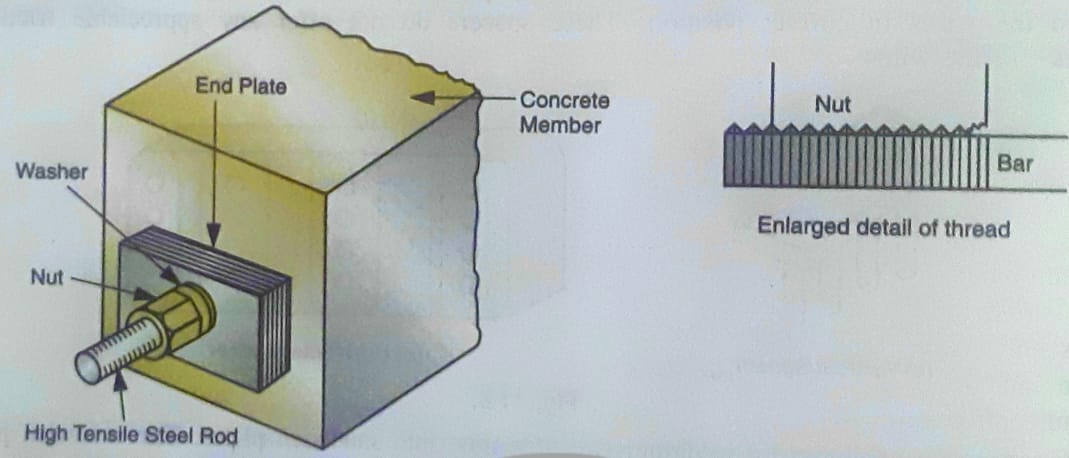
LEE MCCALL SYSTEM
This method is used to prestress steel bars. The diameter of the bar is between 12 and 28mm. bars provided with threads at the ends are inserted in the performed ducts. After stretching the bars to the required length, they are tightened using nuts against bearing plates provided at the end sections of the member.
DIFFERENCE BETWEEN R.C.C AND PRESTRESSING
S.NO |
R.C.C MEMBER |
P.S.C MEMBER |
1. |
In R.C.C MEMBERS only a portion of concrete above the neutral axis is effective. |
The entire section of the structure takes part in resisting the external load because the technique of pre-stressing eliminates cracking of concrete under all stages of loading. |
2. |
The lever arm (z) remains constant in R.C.C member |
At the transfer of pres-tress compression is located very close to tension .the couple balances only by self-weight. During service loads, the compression shifts upwards and the lever arm gets larger to balance the total load. |
3. |
Under flexure, the values of compression in concrete and tension in steel increases with an increase in the external load. |
Under flexure, the concrete is subjected to almost constant compression to balance the constant tension or pre-stress in the steel tendon i.e C = T. |
4. |
It does not require high-strength concrete and steel. |
It requires high-quality dense concrete of high strength. Perfect quality control in product placement and compaction is required. |
TO KNOW ABOUT THE AUTHOR CLICK THE LINK BELOW


HELP US TO MAKE OUR PLANET GREEN